Belt Training Guide
At Shipp Belting, we understand the importance of keeping your conveyor belt system running smoothly and efficiently, and that includes properly training your conveyor belts. That’s why we offer this comprehensive guide that provides step-by-step instructions for belt training. Proper belt training may include adjusting the pulleys, idlers, and loading conditions of your belt in order to keep the belt centered.
Belt Training Step-by-Step Guide
Step 1
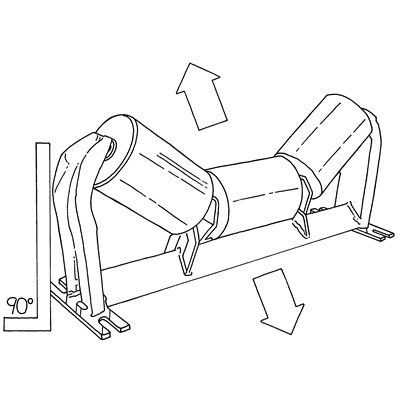
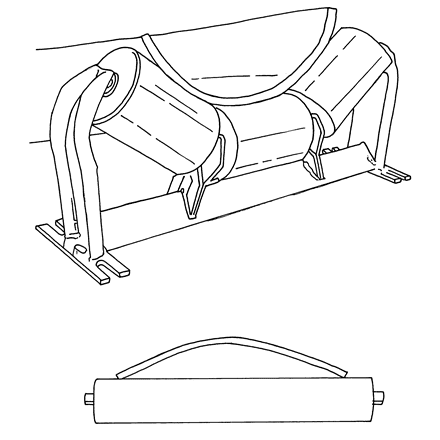
Conveyor troughing idlers are offered in a wide variety of styles. Troughing angles include 20°, 35°, & 45°. The stands are primarily two (2) types and vary with each manufacturer.
“Straight” (over 90°) This stand has no tilt, and is designed for the conveyor belts to run in both directions. It has no real assist in belt tracking.
“Tilted” (2°) In the direction of belt travel. Conveyor belts are to run in this direction only. The 2° tilt offers good results in conveyor belt tracking.
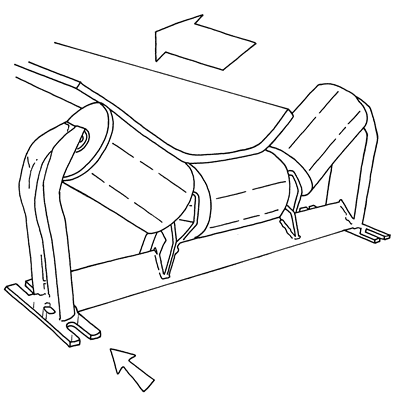
Step 2
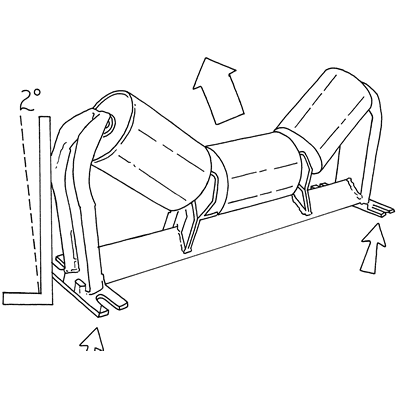
Straight stands can be tilted 2° forward by placing a 1/8″ thick washer under the back side of idler stand indicated by arrows. Remember, this conveyor only runs in one direction.
Many times on reversing conveyors, the belt runs great in one direction, only to run off when reversed. Question? What are you using? If you are using tilted stands, they are good for one direction only.
On reversing conveyors where tilted stands are already in service and giving problems, you can neutralize the tilt by placing a 1/8″ thick washer under the front side of the idler stand opposite the side indicated by arrows. Now with the tilted stands neutralized, you can run your conveyor belt either direction.
Step 3
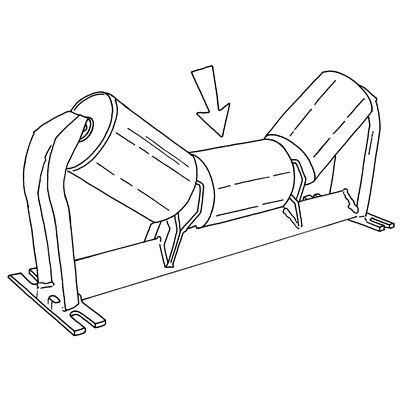
The only part of the troughing idler that has any training effect on the conveyor belt is the center roll indicated by the arrow. Re-read this statement.
Step 4
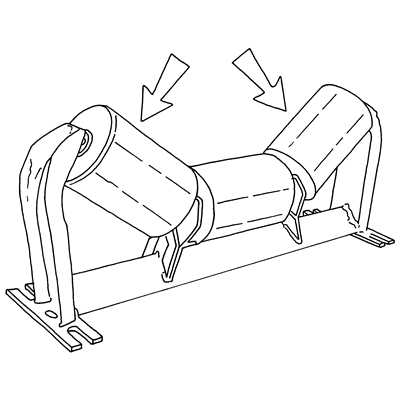
The rollers indicated by the arrows form the trough in the conveyor belt either 20°, 35°, or 45°. They offer load support, but do not have any training effect on the conveyor belt.
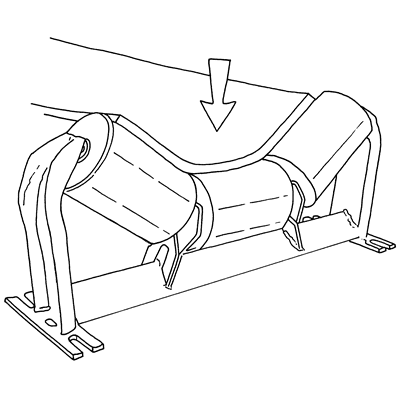
Step 5
This example accounts for the largest single cause of conveyor belt tracking problems. You will note that the conveyor belt does not contact the center roll of the troughing idler which is the only part of the troughing idler that has any training effect on the conveyor belt. You can turn this troughing idler until you are blue in the face and you will see no results.
How many times have you heard this saying? “My conveyor runs great empty but when I put a load on it, the belt goes crazy.” Well, let’s look at our example indicated by the arrow. There is no center roll contact until you put a load on the conveyor belt. At this time the weight of the load makes the conveyor belt contact the center rolls which are turned in all directions. Now the training effect takes place and the conveyor belt does what it is told to do by the center roll of the troughing idler.
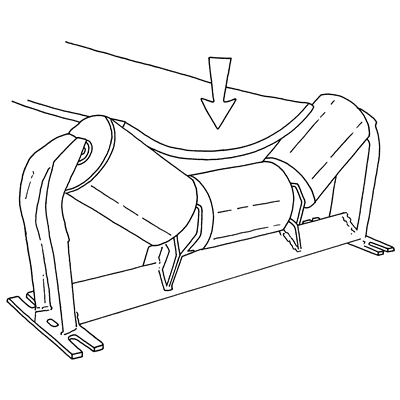
Step 6
This example shows the correct conveyor belt contact with the center roll of the troughing idler. The conveyor belt should not just barely touch the center rolls but should touch hard enough to flatten the conveyor belt over the whole rolls face.
It may be necessary to shim roller frames several inches to contact center rolls. Concave curves in conveyors have the tendency to lift the conveyor belts out of the curves and the troughing idlers, resulting in Big Problems.
Step 7
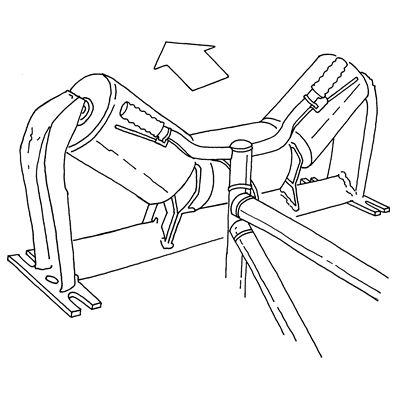
Which way do we turn or adjust idlers to move conveyor belts to a corrective position? The easiest way to remember is to think of the troughing idler or flat rolls as being the handlebar on a bicycle. Look at the conveyor belt in the direction of belt travel and steer the idlers in the same way as bicycle handlebars until you move the conveyor belt to the desired position. The training effort is caused by the friction force of the scruffing action of the conveyor belt as it passes over the cocked idler.
Step 8
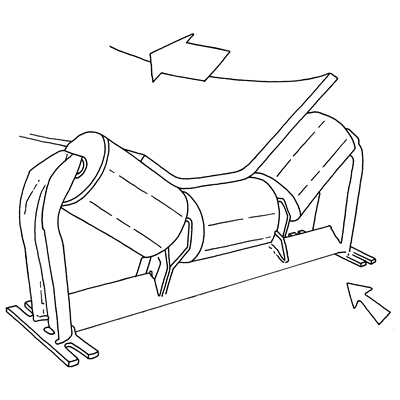
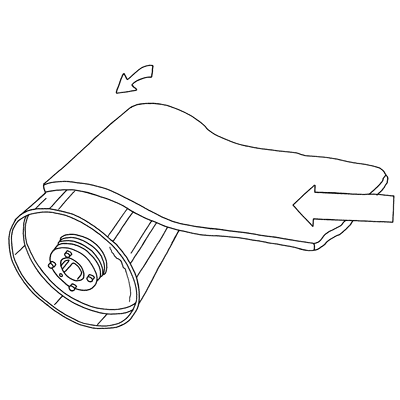
This example shows a troughing idler with the conveyor belt running to the far right. The correct adjustment would be driving the side of the troughing idler forward as indicated by the arrow. Small adjustments should be made and the conveyor belt should make two (2) revolutions before more adjustments are made.
Step 9
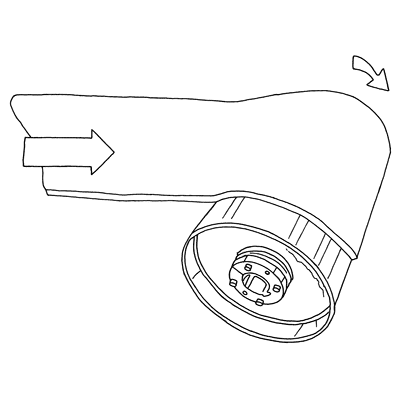
This example shows a troughing idler with the conveyor belt running to the left. The correct adjustment would be driving the side of the troughing idler forward as indicated by the arrow.
Step 10
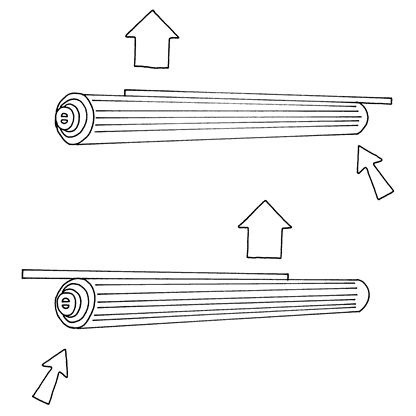
This example shows two (2) flat return rolls with conveyor belt running far right (top roll) and conveyor belt running far left (bottom roll). The correct adjustments would be driving the end of the flat return roll forward as indicated.
Step 11
This example shows a tail pulley with the conveyor belt running to the far left. The correct adjustment would be to move the side indicated by the arrow. For training purposes, the tail pulley belongs to the return side or bottom side of the conveyor.
Note: The tail pulley should never be used in an effort to train the conveyor belt. The tail pulley should be left square. The last return roll coming to the tail pulley and the first troughing idler on the top side of the conveyor determine how the conveyor belt runs or centers on the tail pulley.
Step 12
This example shows a tail pulley with the conveyor belt running to the far right. The correct adjustment would be to move the side indicated by the arrow.
Step 13
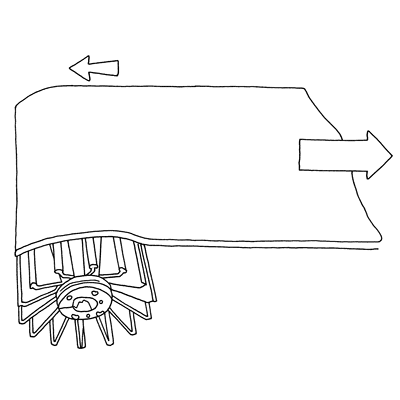
This example shows head pulley with conveyor belt running to far right. The correct adjustment would be to move the side indicated by the arrow. For training purposes, the head pulley belongs to the top side or carrying side of the conveyor.
Step 14
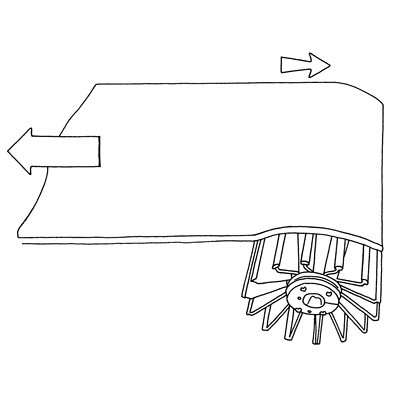
This example shows a head pulley with the conveyor belt running to the far left. The correct adjustment would be to move the side indicated by the arrow.
Step 15
The centering of the conveyor belt as it passes over the tail pulley and the centering of the load on the conveyor belt as it passes under the loading point, are the two most important factors in assuring a straight running conveyor belt.
Step 16
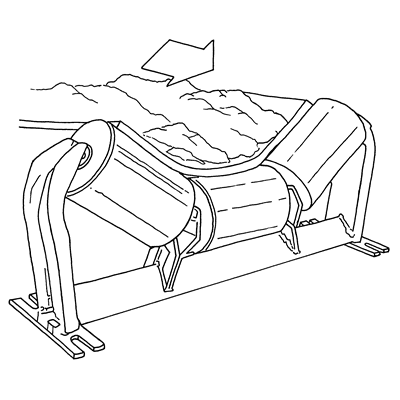
This example shows conveyor belt running centered on the conveyor troughing idlers, but the loading chute is off center to the right of the conveyor belt. The result is the conveyor belt will start moving to the left.
Step 17
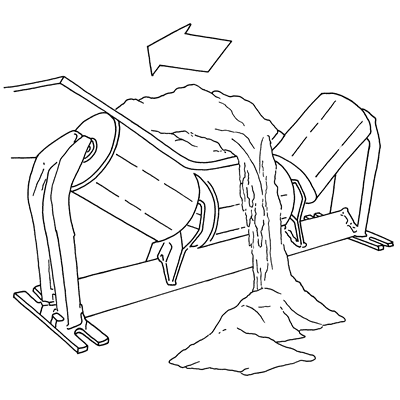
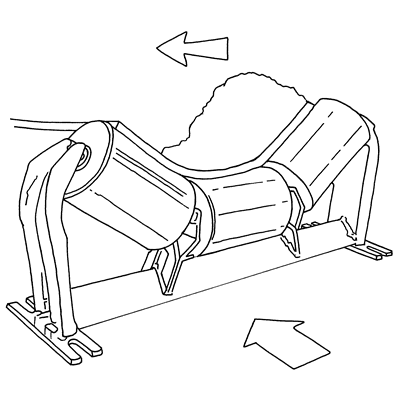
This example shows the conveyor belt finally tracking off to the left side of the conveyor, spilling material the entire length of the conveyor.
The correction would be to relocate the chute to the center of the conveyor belt or baffle and divert the flow to the center.
Step 18
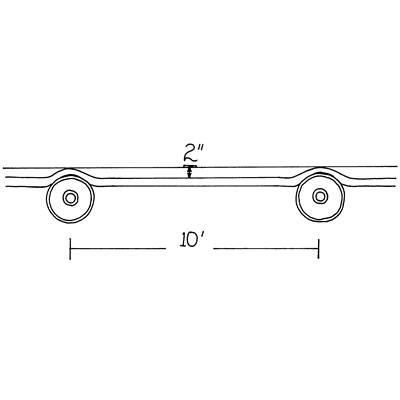
This example shows the approximate amount of sag on return rollers required for good tracking. Sag is regulated by the amount of weight placed on a counterweight take up or the amount of force applied to a screw take up. The take up serves four needs:
- Take up maintains slack side tension on conveyor belt to prevent slipping on drive pulley.
- Compensates for variations in the belt length resulting from belt stretch or shrinkage.
- Reduces excessive sag between troughing and return rollers.
- Take up provides live storage for extra belting which can be used for resplicing.
Step 19
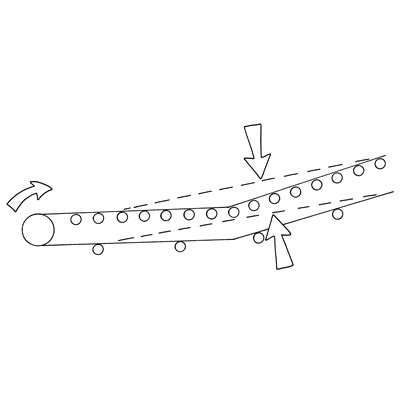
Concave conveyors will head your list of problem conveyors. This is due to the fact that the conveyor belt will lift off the troughing idlers and return rolls as indicated by the dotted lines. There will be long distances of no roller contact and lack of training.
The best start on solving this problem will be reducing the counter weight (if possible). You may also alternate return rolls over and under the conveyor belt on the return side to assure good roller contact and tracking. (see next example)
Step 20
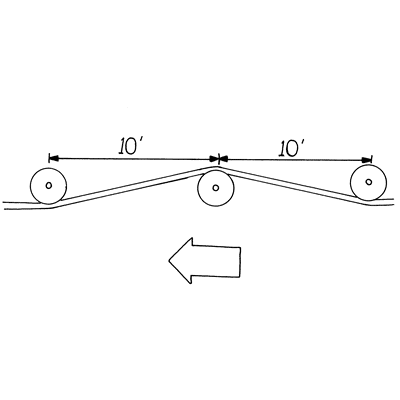
This example shows return rolls alternated over and under the conveyor belt to assure good belt contact. This technique can be used for concave curves where the conveyor belt will lift off return rollers on the return side (see next example). This technique may also be used on bowed conveyor belts which only contact return rolls on the very edges of the conveyor belt. This type of contact makes the conveyor belt impossible to train, but by neutralizing the bow, the conveyor belt can be trained.
Step 21
This example shows a conveyor belt that is under the influence of excessive counter weight. Excessive weight will cause the edges of the conveyor belt to curl up on the troughing idlers on the top side of the conveyor and curl down on the return rolls on the bottom side of the conveyor.
Reduction of counter weight will relax the bowing, but it may be necessary to implement the technique shown in prior example to return side.
Step 22
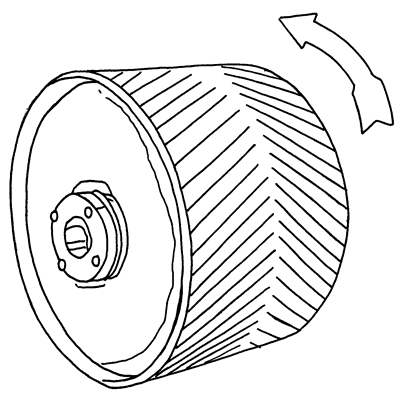
When reducing counter weight to relax conveyor belts in concave curves or just to get the proper sag on rollers for tracking, it is imperative that the drive pulleys on the conveyor be lagged with a 60 durometer rubber material to prevent slippage of the conveyor belt on the drive pulley. Water and dust act as lubricants on the drive pulley and cause tracking problems. Chevron grooves in the lagging cover will assist with their removal. The chevron grooved pulley above is a one directional pulley. If it is installed with the chevrons running in the wrong direction or is used on a reversing conveyor, tracking problems will most likely occur. Water and dust will be channeled to the center of the drive pulley. On reversing conveyors, a diamond pattern of grooves must be used to shed material in either direction of running.
Step 23
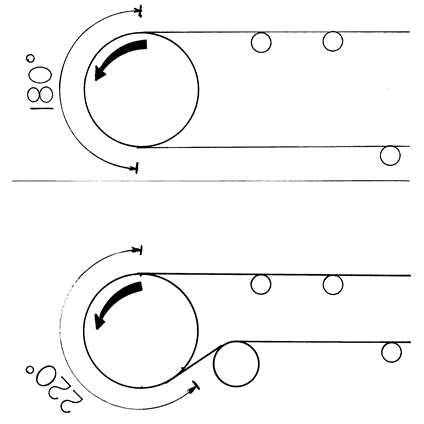
If you have reduced counter weight, and conveyor belt slippage takes place on the drive pulley, other steps will have to be taken. To add the weight back to the counter weight will only cause the problems to return.
- Lag and groove the drive pulley.
- Snub drive pulley to increase the pulley wrap factor from top example 180° to bottom example 220°. This action should eliminate the conveyor belt problem.
Step 24
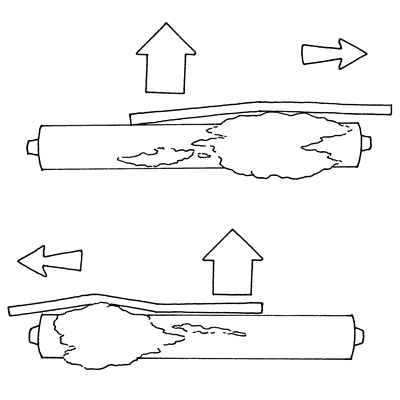
Material buildup on conveyor rollers, primarily on the return rollers which contact the dirty carrying side of the conveyor belt, account for an ever changing tracking problem. As the buildup changes on the rollers, the conveyor belt will also change to follow the buildup which is a false crown. Not only is the buildup a problem, but also the carry back which is deposited under the conveyors will have to be constantly shoveled and hosed down, requiring extensive labor cost.
The only answer is a conveyor belt scraper installed to operate on the face of the discharge pulley. There are as many different types and brands of belt scrapers as there are stars in the sky. They include rubber, urethane, ceramic, plastic, stainless steel, tungsten carbide, carbon steel, wood, air, water, etc. They are powered by air bags, car shock absorbers, torque arms, counterweights, hydraulics, air cylinders, and heaven only knows what else. There are many from which to choose.